



What accuracy and tolerance are engineer’s straight edges made to?
What accuracy and tolerance are engineer’s
|
||||
|
|
||||
 |
In Europe, engineer’s straight edges are normally separated into four grades of accuracy: grade 00, 0, 1 and 2 in accordance with DIN 874. With grade 00 being the most accurate.
In the US, straight edges are separated into three grades: AA, A and B. Grade AA is often referred to as laboratory, Grade A as inspection and Grade B as workshop. Grade 0 in Europe has exactly the same tolerance levels and degree of accuracy as Grade A in the US, but the other grades are not directly comparable with each other. |
|||
 |
As well as having a tolerance for the straightness of the working face of an engineer’s straight edge, there is also a tolerance for the parallelism between the main working face and the opposite working face on I section, knife edge and rectangular engineer’s straight edges. For engineer’s straight edges made to the DIN 874 standards, this is simply twice the tolerance of the working face. | |||
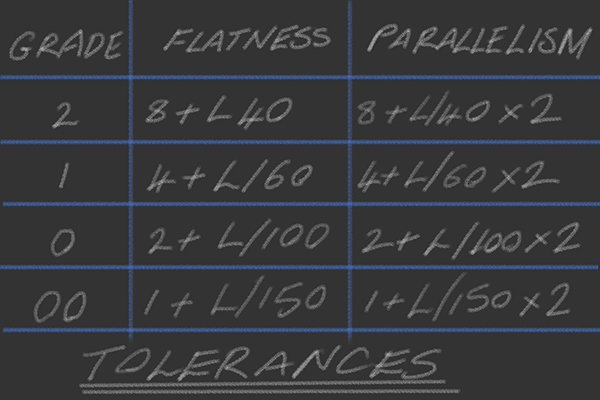 |
The tolerance of flatness over the length of a straight edge manufactured to DIN 874 standards can be calculated using the table below.
L is the length of the straight edge working face in mm and the resulting tolerance for each grade is given in microns (µm). |
|||
 |
||||
 |
||||
|
||||
 |
As with most tools and things in general, straight edges made to a higher grade of accuracy will cost more. This is due to the more expensive manufacturing processes, materials and quality checks that are required to produce them, as well as the lower volumes of production. | |||
 |
If the work you are doing only requires the accuracy than can be achieved with a grade 2 straight edge (e.g. using the straight edge to check fret heights on a guitar neck), then it’s not necessary to pay the extra cost of a grade 00. | |||
 |
If however, you intend to use your straight edge for checking that other tools in your workshop are straight, then you may require a more accurate straight edge, that will most likely cost more to purchase. | |||
